
|
|
#1
 7th April 2011, 07:04 PM
7th April 2011, 07:04 PM
|
||||
|
||||
|
I have been meaning to make a post on this topic for a very long time.
Been a nice day today and having nothing pressing to do, I thought it was time that I did. This post is very relevant to a recent thread elsewhere but I guess this is the correct place for this post as it is mostly relevant to building the chassis. Spent an hour or two this afternoon making a few welding test pieces. The test pices were 25mm X 25mm, 16 gauge ( 1.6mm ) ERW square tube off cuts. The welder used was a Lincoln Powertech 191C ( 180 amp ) .8mm wire & sheilding gas was, BOC Argoshield Universal All of the test welds were un-prepped & but welded with no weld gap. None of the material had been subjected to heat & all welds were started from cold. Once the test sections were welded, the welds were cut out from the square tubes to produce, flat test strips. Here is a sequence of photographs. 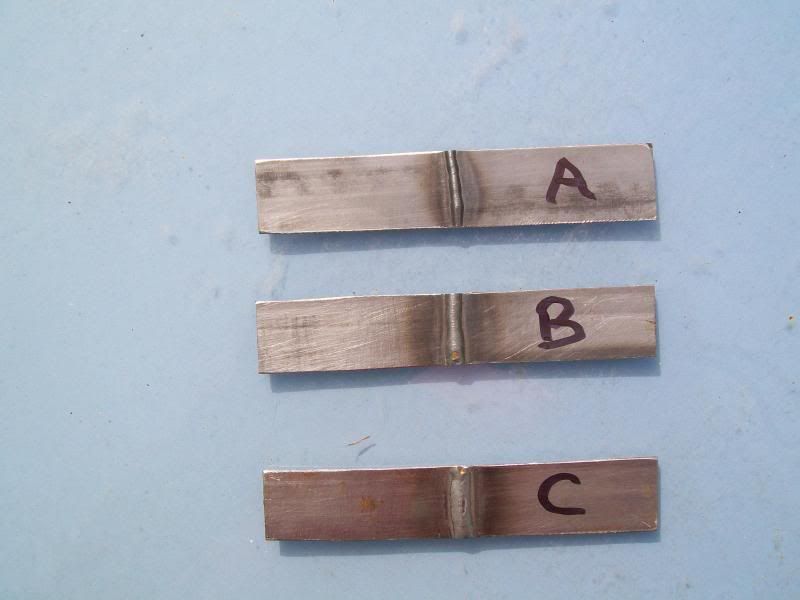 For ease of identification the test pieces are marked A, B & C Looking at weld A you may think it looks reasonable. Nice narrow weld bead that will not take too much work to fettle & make flat. However, looking at it with a trained eye, allarm bells start to ring & the weld looks cold. Weld A used a low current & wire speed setting. Weld B looks fine & used a sligtly higer current setting with increased wire spped Weld C looks fine with exception of visual evidence of being a tiny bit on the hot side !!?? This was performed with another increase in current & wire speed. Now we flip the samples over to reveal the truth. 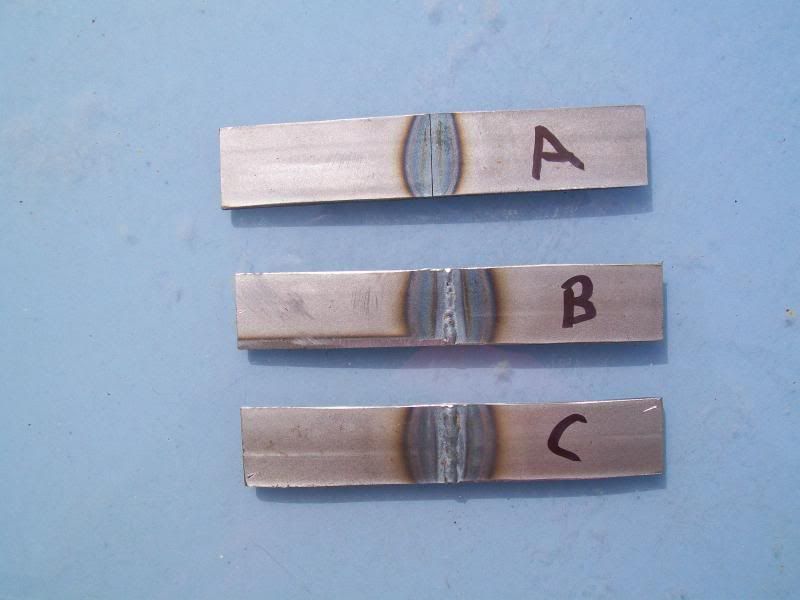 Instantly it is evident that weld A lacks any form of root penetration. Weld B has a full root penetration ( A tad shallow ) Weld C has a good root penetration ( A tad too much ) To be ideal, a weld setting in between B & C would produce an ideal weld, one that I would be happy to submit to any form of testing. That said, in my humble view, either weld B or C is more than suitable for the Roadster chassis & would easily pass BS standards testing. More to follow in part 2 , just as soon as it is typed in a few moments from now 
__________________
I am not a complete idiot...........Some of the parts are missing !! Ronnie  www.roadster-builders.co.uk 
|
| Thread Tools | |
| Display Modes | |
|
|










 Threaded Mode
Threaded Mode